

Le Calfatage
Autrefois, les « calfats » étaient nombreux sur les chantiers maritimes, la plupart des bateaux étant construit en bois. D’eux dépendait l’étanchéité des assemblages des bordés, des lattes du pont, etc. afin d’éviter que l’eau de mer ne pénètre à l’intérieur du navire.
Le calfatage est donc l’action qui consiste à rendre étanche la coque d’un bateau en garnissant avec de l’étoupe (calfat) les fentes existant entre les planches de bois puis en les recouvrant avec de la brai (résine de pin ou goudron)
Aujourd’hui, le métier se raréfie et il est difficile de trouver un bon calfat, mais ont peux encore en trouver sur certains chantiers maritimes.
Leurs gestes sont les mêmes que ceux des anciens et l’outillage n’a guère changé depuis plusieurs siècles.
Les outils utilisés pour le calfatage :

Le calfat, grâce à son maillet, frappe le fer taillant (le 1 dans la figure ci dessous) (ou « calfet ») qui est affûté et « délise » la jonction des planches (il enlève un mince copeau de bois pour la rendre régulière). Le fer travaillant (2), qui n’est pas affûté, sert à bourrer la première étoupe dans le fond du joint.
On tasse alors avec le fer en deux (3) la seconde et éventuellement la troisième étoupe qui est « cueillie » (on fait des boucles régulières que l’on tasse avec le fer en deux ou en trois (4) ).
Le doigt le plus exposé au maillet est le petit doigt que l’on protège avec un doigtier en cuir ou tout simplement d’un enroulement d’étoupe.
L’étoupe en place, on mastique les jonctions (coutures) situées au-dessus de la flottaison avec du brai à l’aide du « guipon » (pinceau rudimentaire à long manche).
Le brai fondu à la « pigouille » est approvisionné dans des seaux en bois. Pour les bateaux non doublés de cuivre mais seulement passés au copperpaint, on gratte l’excès de brai quand il est sec.
Les calfats étaient rémunérés à la tâche et à la journée: ils devaient exécuter entre 30 à 36 pieds de couture et rester sur le chantier jusqu’à la cloche de 4 heures. Il devait ensuite se décrasser les mains à l’huile de lin ou à la graisse ou au beurre et ils s’essuyaient avec de l’étoupe.
Le calfat range son outillage dans une caisse en bois appelée « marmotte ». Le petit banc du calfat, « la jument », s’y ajuste exactement et le filin servant à la fermer permet de lier le tout.
Le maillet, dont le manche est tenu à l’épaule, permet de porter tout l’outillage.
En dehors de « l’étoupe », le calfat sonde les clous avec le « fer à clou » pour détecter ceux qui sont douteux et lorsqu’on double un navire en cuivre.
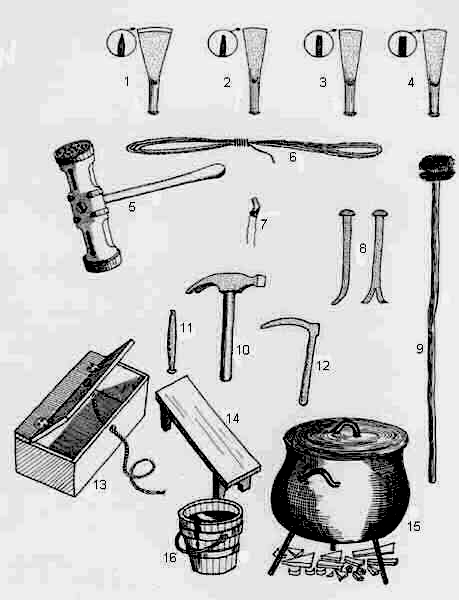
LES OUTILS DU CALFAT
1: fer taillant 2 : fer travaillant 3 : fer en deux
4 : fer en trois 5 : maillet 6 : fusée d’étoupe
7 : deillot 8 : pied de biche 9 : guipon
10 : marteau 11 : fer à clou
12 : fer à décrocher l’étoupe 13 : marmotte
14 : jument 16 : seau à brai
Planche et texte – Musée Naval de La Ciotat